Traditionally, dispensing epoxy onto electromechanical components is one of the more frustrating processes in manufacturing. Needles clog, requiring costly shutdown and cleanup procedures. Epoxy drips from the syringe, dispensing unwanted material onto leads or other critical areas of a component. Time and temperature affect the polymerization of most liquid adhesives, causing variations in viscosity and seal quality. In fact, the level of expertise required to mix, meter and dispense two-part epoxies is often so complex that many have compared the process to black magic.
Dispensing technologies, such as rotating needles, heated outlets and vacuum pullback features, help to minimize clogged needles, unwanted drips, viscosity variations and other dispensing irregularities. A simpler method of avoiding these frustrations is to seal components with preformed epoxy. Epoxy preforms are molded B-staged thermosets that are solid at room temperature but melt, flow and set when heated. Epoxy preforms do not clog or drip from needles because they are not dispensed through a syringe, and pot-life concerns are avoided because preformed epoxy is premixed. However, the best means of assuring trouble-free sealing, whether the adhesive is solid or liquid, is to first design a component that will accommodate a sealant.
Designing a Sealant-Friendly Component
Some component features will interfere with either preformed or liquid epoxy. Generally, this occurs when manufacturers attempt to add a seal to an existing unsealed version of a part. Most of these difficulties can be avoided if sealing requirements are considered early in a component’s design.
When a sealant is added to a connector, switch or other PCB component, a thin layer of material will travel up a contact due to capillary attraction. If the sealant travels too far, it will interfere with solder filleting. Designers usually include a standoff on PCB components to allow sufficient filleting; however, the standoff may not be high enough to accommodate sealant wicking. An epoxy seal will generally rise about 0.015″ up a terminal as the sealant cures. For example, if an epoxy preform is 0.020″ thick, the epoxy will rise 0.035″ above the surface on which the preform is loaded. Therefore, designers should include a standoff height of at least 0.035″ for 0.020″ of epoxy.
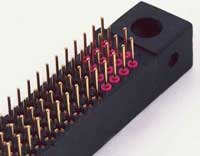
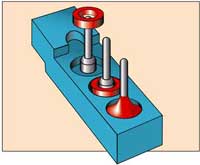
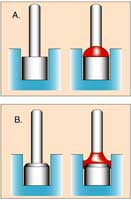
If a standoff of this height is undesirable, designers can also accommodate for the capillary effect of a sealant by including a counterbore in the component substrate around the terminal. This recess helps to locate and contain sealant around the terminal (figure 1). In addition, counterbores give the epoxy enough space for its inevitable wicking without significantly increasing the overall height of the component (Figure 2). Many switches, relays, connectors and other PCB components include a recess specifically for holding sealant. However, the size of the counterbore should be kept to a minimum. If the recess is too large, more material will be required to form an effective seal. The excessive sealant will exacerbate wicking since more material is available to creep up the contact. Also, when a terminal is located in a counterbore, the shoulder of the pin should be tapered or rounded, as a sharp edge may impede epoxy flow due to surface tension. Rounded edges, however, encourage the epoxy to flow beyond the pin onto the component molding to form an effective seal (Figure 3).
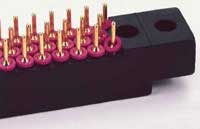
Designers should also avoid component features that will obstruct an epoxy preform or a dispensing needle. For example, some connector and switch housings include standoffs or other molding features that are too close to a contact. If preformed epoxy is used to seal the part, the preform may not have sufficient room to sit flat against the substrate (figure 4). Other component features that may disrupt a seal are raised lettering, mold insert lines, knock-out pin marks, mold flash and gate projections. If these features tilt a preform, one section of the epoxy may adhere to the contact before it has an opportunity to bond to the substrate, so the resulting seal may be misshapen or incomplete.
A No-Mix, No-Mess Approach
After a component has been designed to accommodate a sealant, engineers should consider whether the part is most compatible with preformed epoxy or liquid epoxy. Epoxy preforms are available in a wide range of shapes, sizes and systems to accommodate a variety of electromechanical components, including switches, connectors, EMI filters, fiber-optics and optoelectronics (figure 5). While some sealing applications may require complex preform configurations, most components can be sealed with simple annular or rectangular designs. After an appropriate configuration is selected, preforms are loaded onto components and heated. A typical cure schedule is 300°F for 30 minutes in a forced-convection oven. Lower cure temperatures and shorter schedules are available with fast-cure epoxies, while some specialty systems may require longer cures. During cure, preforms melt and flow into the desired features of the component. As with all thermosets, the epoxy will not revert to a liquid after it has fully cured.
Epoxy Preform Advantages
Epoxy preforms are valuable for sealing applications that demand precision. The dimensions of quality preforms are held to a standard of ±0.002″, and tighter tolerances are possible for particularly demanding applications. Viscosity is also predictable with epoxy preforms because the ratio of catalyst to resin is predetermined and closely controlled. High-flow systems allow epoxy to flow around complicated designs or through small openings. More viscous epoxies are available for applications that required restricted epoxy movement. This combination of close tolerances on preform dimensions and predictable viscosity provides highly repeatable and uniform seals.

The uniform results of epoxy preforms offer a distinct advantage to many industries. Many manufactures of PCB components rely upon consistent preform volume and viscosity to ensure that epoxy does not migrate above an established standoff height. Some producers of fiber-optic connectors use preforms to apply a minute amount of epoxy around fibers. For applications such as these, preforms are available with inner diameters as small 0.011″. Because preforms are solid when they are loaded, epoxy will not accidentally drip onto contacts or other critical areas of a part. For example, a preform ring eliminates the potential for a syringe to weep epoxy onto a lens in an optoelectronic assembly. Similarly, preforms facilitate the placement of epoxy in deep recesses and other hard-to-access locations on a component.
Preformed epoxy is also useful for high-volume production because preforms can be dispensed easily and quickly. A variety of automatic and semiautomatic equipment can be used to load preforms. The most common methods are templates, pick-and-place machinery or bowl-fed gravity tracks (figure 6). Depending on component design, preform design and type of equipment, loading rates range from 200 to 600 preforms per minute. Even if preforms are placed by hand, their loading rates are much faster than manually dispensing liquid epoxy.
Epoxy preforms also save time because they are “premixed.” When operators use metering pumps to dispense liquid epoxy, they usually must determine the sealant’s mix ratio, working life, viscosity and specific gravity. Otherwise, the syringes may clog or epoxy may string onto unwanted areas of a component. Preformed epoxy eliminates the time required to make these calculations as well as the time and cost associated with cleaning blocked syringes and damaged components. Even when liquid epoxy is dispensed correctly, most liquid dispensing equipment requires extensive cleaning with strong solvents. When epoxy preforms are used instead, these procedures are unnecessary. Any residue left from loading preforms can be swept away.
Epoxy preforms are also valued for sealing expensive electronic components. Because preforms greatly simplify the dispensing process, it is unlikely that misdispensed epoxy will turn an expensive component into scrap. If for some reason preforms are not loaded correctly, components can be easily “cleaned” by simply removing the uncured preform. Until the preforms are heated, solvents are not required to remove the epoxy.

Inventory and storage concerns are also simplified with preformed epoxy. Since a single preform produces each seal, the amount of material required for a run can be easily determined by counting the number of necessary seals. Additionally, most epoxy preforms have a long shelf life and do not require freezing or refrigeration.
Epoxy Preforms Concerns
Most preformed epoxy is more expensive by weight than liquid epoxy. The moderately higher cost is usually justified by reduced labor expenses and higher quality. However, some deep-fill potting applications are better served with liquid epoxy. In most cases, epoxy preforms are not cost-effective for filling a volume greater than 0.05 cubic inches. It is uncommon for such a large volume to be adversely affected by minor variations in the amount of potting compound or its viscosity. Thus, precision and repeatability are not critical requirements, and the lower cost of liquid epoxy outweighs the primary advantages of preforms. The cost of epoxy preforms is also a consideration for low-volume sealing runs. Most epoxy preforms are not off-the-shelf items. Instead, they are manufactured for a specific application. This makes preforms relatively expensive for fewer than 1,000 seals per year. While some low-volume applications require a complicated or precise seal that warrants an epoxy preform, most can be accommodated with manually dispensed liquid epoxy.
A component’s temperature rating will also determine if a part is suitable for sealing with epoxy preforms. Most epoxy preforms require a minimum cure temperature of 212°F. This temperature is prohibitive for some grades of nylon and other thermoplastics with low melting or heat-distortion points. For such components it is often necessary to use a liquid epoxy that cures at low temperatures. Alternatively, designers should choose materials with higher heat resistance such as reinforced nylons, nylon blends and most phenolics or polyesters if they intend to seal with epoxy preforms.
Working with epoxy does not need to be a production nightmare. Epoxy preforms eliminate the drips, clogs, mess and inconsistencies that are often associated with component sealing. Other frustrations can be avoided simply by designing parts to accommodate a sealant. If designers provide space on components for adhesive wicking, avoid features that obstruct sealant placement and choose materials that are compatible with typical cure temperatures, the sealing process can become one of the simplest steps in manufacturing.
